
Druga zasada zachowania pędu, czyli pędzę bo mi się nie śpieszy
Errata
Napisanie pierwszej zasady popchnęło mnie w kierunku samorozwoju w zakresie szeroko rozumianego wytwarzania alkoholu. Rozwój ten wciąż trwa, ale już teraz czytając moje wypociny sprzed paru miesięcy wiem, że wstyd byłoby je pokazać na jakimkolwiek forum szanujących się bimbrowników. A zatem zacznijmy od tego, że odszczekuję część tego co Wam przekazałem.
Napisałem:
“(…) amerykańskie rednecki pędzą moonshine z kukurydzy (którą wystarczy dojrzeć w dębowej beczce by stała się normalną whisky)”
Oczywiście chodziło o whiskey. Wersja bez ‘e’ to szkocka.
Napisałem:
“Wypiłem i stwierdziłem że z mojej aparatury płynie to samo, ale ja nie traktuję tego jako wyrób końcowy: to wymaga powtórnego przepędzenia i/lub filtracji przez pół metra węgla aktywnego (tzw. “desmrodyzacja”).”
Samo drugie pędzenie wystarczy. Doświadczonemu operatorowi umiejętnie odcinającemu frakcje przedgonów i pogonów nawet jeden przebieg wystarczy. Oczywiście nawet wtedy z rurek nie kapie ambrozja, trunek musi swoje odstać aby aromaty weń się ułożyły. A ten nieszczęsny węgiel… przy wyrobach z owoców czy zboża jest tak skuteczny w wyłapywaniu zapachów i smaków, że raz zamiast bourbona wyszedł mi spirytus. Pachnący i smakujący dosłownie niczym. Ze znanych mi destylarni jedynie Jack Daniel’s filtruje destylat przez warstwę węgla przed zalaniem beczek. A destylują raz i używają węgla nie aktywnego tylko drzewnego z klonu cukrowego wytworzonego na terenie destylarni. Jako podpałki do drewna naturalnie używają świeżego destylatu.
W opisie aparatury typu pot-still napisałem:
“(…) opcjonalnie odstojnik na syfy pomiędzy pojemnikiem a wężownicą”
Obecnie środowisko praktyków jest zgodne co do faktu kompletnej nieprzydatności, a nawet szkodliwości odstojników dla procesu destylacji. ‘Syfy’ czy też cięższe frakcje mające się rzekomo zbierać w odstojniku tak czy inaczej są porywane przez coraz to gorętsze opary do rurki wylotowej. Oprócz tego w nieocieplonym odstojniku dochodzi do efektu ściankowania i skraplania się frakcji, które na danym etapie procesu powinny pozostać oparami. Teoretycznie można opróżniać odstojnik w trakcje prowadzenia procesu, jednak jest to niebezpieczne (wypuszczanie gorącego alkoholu z układu, nierzadko grzanego otwartym ogniem), wymagające uwagi operatora oraz nie wiadomo na jakich etapach destylacji należy to robić – dlatego najlepiej zaniechać odstojników całkowicie. Późniejsza wstawka o temperaturze też nie jest dokładna, ponieważ pierwsze 50-100ml (do 3% spodziewanego urobku) destylatu zawierającego metanol i pachnącego acetonem oddziela się niezależnie od temperatury, natomiast przedgony idą dopiero potem. “Stare triki” o podpalaniu urobku celem weryfikacji mocy też można wsadzić między bajki, ponieważ po pierwsze: najprostsze nawet alkoholomierze (areometry) można kupić w zwykłym budowlanym, oraz po drugie: zależnie od tego co jest produkowane, różna moc destylatu jest pożądana. Pierwsza destylacja nastawu/zacieru najczęściej jest tzw. odpędem, czyli szybkim odebraniem całości alkoholu bez oglądania się na frakcje i stężenie (ciągnie się odbiór niemalże do zera, aż zacznie kapać woda destylowana), w wyniku czego powstaje surówka przeznaczona do drugiej destylacji, podczas której podział na przedgon-serce-pogon ma już miejsce. Szkoci destylują dwukrotnie (wyjątkiem jest Auchentoshan – 3), Irlandczycy trzy razy.
Z dalszą częścią tekstu nie polemizuję. Może poza tym, że nie ograniczam się już do wytwarzania zwykłego bimbru do robienia nalewek, a staram się w miarę świadomie produkować również inne trunki wysokoprocentowe.
Powiedzmy sobie kilka słów o tych właśnie trunkach, bo chociaż nie podejrzewam Szanownych Czytelników o nieznajomość rodzajów tychże, to warto sobie wiedzę uporządkować i nieco poszerzyć. Pozwoli to uniknąć nieporozumień z barmanem, u którego zamawiamy jedno, mamy na myśli drugie a dostajemy jeszcze co innego. Alkohole wysokoprocentowe podzieliłbym z grubsza na trzy główne grupy ze względu na surowiec, z jakiego zostały wyprodukowane. I tak mamy destylaty zbożowe (skrobiowe), owocowe i cukrowe, które naturalnie dzielą się na podgrupy i pod-podgrupy, produkty zarezerwowane dla regionu wytwarzania i tak dalej, i tym podobne.
Ruda na myszach i inne żytnie
Zboża oraz rośliny bulwiaste takie jak ziemniaki zawierają skrobię, która odpowiednio potraktowana może zostać skonsumowana przez drożdże i zamieniona w etanol. Ponieważ produkcja zbóż odbywa się masowo na potrzeby żywieniowe dla ludności, część z tej produkcji można przeznaczyć dla gorzelni. Ba, nawet trzeba bo człowiek przecież nie wielbłąd. Skrobia jest polisacharydem składającym się z dwóch frakcji: prostszej amylozy i nieco bardziej rozgałęzionej amylopektyny. Amyloza stanowi w cząsteczce skrobi maksymalnie jedną trzecią (w niektórych zbożach nie ma jej wcale) a pod wpływem działania enzymu alfa- i beta-amylazy hydrolizuje na dwu- i trzycukry: maltozę i maltotriozę. Amylopektyna to cząsteczka większa, jednak ze względu na większą ilość gałęzi, do których można doczepić enzym jest łatwiej konwertowalna na cukry prostsze: również maltozę oraz glukozę i dekstryny.
Nie wchodzę głębiej w szczegóły teoretyczne bo po pierwsze nie jestem chemikiem (jeno hobbystą), a po drugie więcej nam do procesu fermentacji nie potrzeba. W skrócie: należy poddać skrobię działaniu enzymów hydrolitycznych aby oderwać od niej krótsze cząsteczki mono- i disacharydów, które drożdże zjedzą i wydalą C2H5OH oraz CO2 (pozdrowienia dla Grety^^). Przed zadaniem enzymów zboże kleikuje się w gorącej wodzie (zasadniczo powyżej 65st.C, zależnie od rodzaju zboża) w celu spęcznienia ziaren skrobi i ułatwienia pracy amylazom. Alfa-amylaza pracuje optymalnie w temperaturze powyżej 65st.C i obojętnym pH a utrzymuje aktywność nawet do temperatury wrzenia, zaś beta-amylaza ma widełki 55-65st.C i pH 4-5, dlatego zaciery zbożowe najpierw się gotuje lub paruje a następnie na różne sposoby zakwasza się (kojarzycie może czarną etykietkę z napisem ‘Old No. 7 Sour Mash’? No właśnie o ten kwaśny zacier się rozchodzi – realizuje się to przez dodanie do zacieru np. pozostałości po poprzedniej destylacji – dundru o niskim pH).
Enzymy w gorzelnictwie pochodzą głównie ze słodu lub z próbówki. Słodowanie ziarna to temat na osobną publikację, więc tutaj w skrócie. Kiełkujące ziarno zaczyna wytwarzać amylazy, by przyszła roślina mogła w początkowej fazie wzrostu skorzystać ze zmagazynowanej skrobi rozkładając ją do cukrów. A zatem zboże należy przetrzymać w wilgoci i temperaturze aby zapoczątkować proces kiełkowania, następnie gwałtownym suszeniem i ogrzewaniem ten proces zatrzymać – w efekcie mamy ziarno zawierające i skrobię, i enzymy. Wspominałem już coś o Szkotach? Dosłownie siedzą na górach torfu i używają go do rozpalenia ognia pod mokrymi ziarnami (green malt). Zapach dymu przechodzi do słodu i jeśli ktoś miał okazję zasmakować w wytworach z Islay (Laphroaig, Caol Ila, Lagavulin, Ardbeg, Bowmore i kilka innych których nazwy nie pomnę, a wszyscy i tak biorą słód z Port Ellen) to wie o czym mowa – dym, ziemia, torf, wodorosty, podkłady kolejowe, no te klimaty. W każdym razie, mając słodowane ziarno idziemy dalej: technicznie warzymy piwo bez chmielenia. Słód łączy się z wodą i w temperaturze 62-67st.C odbywa się zacieranie, podczas którego skrobia zawarta w ziarnach konwertowana jest do maltozy i całej reszty (maltoza czyli cukier zbożowy, malt = słód). W zależności od jakości i rodzaju słodu, jego siły diastatycznej (zdolności do zacierania) oraz składu zasypu, którego część może stanowić zboże niesłodowane, zacieranie trwa z reguły od trzydziestu do sześćdziesięciu minut. Próba jodowa prawdę nam powie: skrobia barwi jodynę (albo płyn Lugola) na czarno lub ciemnoniebiesko, generalnie brak lub nieznaczna zmiana zabarwienia jodyny oznacza, że co dało się ze skrobi wyciągnąć, to się wyciągnęło. Powstała mieszanka wedle różnych szkół jest albo brana jak stoi albo odcedza się młóto (ziarna) by uzyskać klarowny płyn (brzeczkę) w celu odfermentowania. Przy filtracji dokonuje się też wysładzania, czyli zalania gorącą wodą (czasem kilkukrotnie) odcedzonego ziarna, aby wypłukać pozostałości cukrów. Druga lub trzecia woda z wysładzania jest używana albo do produkcji słabego piwa (cienkusz) albo do zacierania kolejnej partii słodu. W zasadzie do tego momentu browarnictwo i gorzelnictwo to to samo pod względem procedur i używanych narzędzi. Do brzeczki zadaje się matkę drożdżową i pozwala jej odfermentować przez czas od czterdziestu kilku do nawet stu dwudziestu godzin, w zależności od ‘słodkości’ brzeczki i szczepu drożdży. Im dłużej brzeczka fermentuje, tym dłużej wytworzony alkohol ma kontakt z kwasami znajdującymi się w płynie i tym więcej pachnących estrów może się w roztworze pojawić. Uzyskujemy w ten sposób ‘piwo’ o zawartości 7-8% alkoholu i możemy przystąpić do destylacji.
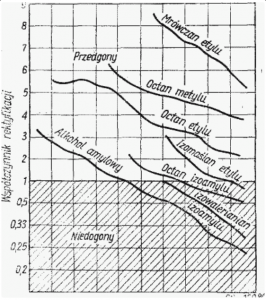
W produkcji whisk(e)y stosuje się dwu- lub trzykrotną destylację, ta trzecia jest w sumie powtórzeniem drugiej. Pierwsza destylacja to odpęd surówki, czyli wyciągnięcie całego alkoholu z przefermentowanej brzeczki. Odbywa się to w prostych aparatach (alembikach, pot-still) i nie następuje podział na frakcje głowa-serce-ogon. Do destylatu oprócz etanolu przechodzi cała menażeria estrów, alkoholi lżejszych i cięższych oraz innych związków mniej lub bardziej pożądanych. Surówka ma około 30-40% i można ją destylować drugi raz (tym razem na kolumnie, najczęściej półkowej) lub rozcieńczyć do około 20-25%, ponieważ niektóre związki jak np. alkohol amylowy mają tendencję do pojawiania się w głowie lub ogonie, zależy jakie stężenie surówki jest destylowane.
Do surówki dodawane są też głowy i/lub ogony z poprzednich drugich destylacji, by odzyskać kryjący się tam alkohol. Po odpędzie w naczyniu pozostaje płyn pozbawiony alkoholu, tzw. dunder. Niektóre destylarnie dodają go do kolejnego zacieru, ponieważ stanowi on świetną pożywkę dla drożdży oraz dodatkowo zakwasza zacier, zwiększając efektywność działania amylaz.
Decyzję o tym, kiedy przejść z odbioru głowy do serca i z serca do ogona, podejmuje mistrz destylacji na podstawie wskazań areometrów (stężenia destylatu) i czasem termometrów w aparaturze. Zazwyczaj jest to od 80% do 60-55%. Powinno się to robić organoleptycznie, jednak przepisy w wielu krajach zabraniają komukolwiek dostępu do destylatu podczas procesu i pomiary i decyzje odbywają się zza szyby. Serce z drugiej destylacji ma łącznie około 60-70% i w takim stężeniu jest wlewane do beczek, ponieważ mówimy o alkoholach dojrzewających (dokładnie to prawo amerykańskie odnośnie bourbona określa, że do beczek można wlać alkohol o mocy maksymalnie 62,5%, szkockie prawo chyba też coś o tym wspomina). Ze skrobi oczywiście produkuje się też spirytus i wódki czyste, tutaj proces różni się tym, że wsad od razu rzucany jest na dużo wyższą kolumnę rektyfikacyjną o większej zdolności rozdzielczej, w wyniku czego surówka ma już ponad 90% i albo jest rektyfikowana ponownie na spirytus, potem na wódkę luksusową albo trafia na produkcję wódki nieco tańszej. Nie dajcie sobie wcisnąć kitu o sześciokrotnej filtracji bo to bzdura. A jednokrotna filtracja przez sześć metrów węgla to to samo co sześć razy przez jeden metr? Zresztą bez węgla też się da. Głównym czynnikiem wpływającym na jakość/czystość wódki jest dokładna rektyfikacja, czyli oddzielenie frakcji lżejszych i cięższych. Ludzie robią to w garażach i widziałem wyniki z chromatografu takich domowych próbek, w których jest dokładnie zero estrów etylowych i jakieś pięć miejsc po przecinku metanolu. 96,5% jest do osiągnięcia metodami chałupniczymi. Chociaż z drugiej strony, wódka żytnia powinna zaznaczać na języku swoje zbożowe pochodzenie, prawda? O gustach… czy jakoś tak.
Bitwa pod Grunwaldem, albo ile cukru w cukrze
Jeden z popularniejszych przepisów na pospolity bimber-cukrówkę jest tzw. 1410, nazwa wzięta z proporcji składników: 1 kilogram cukru, 4 litry wody, 10 dag drożdży (babuni). Plus słoiczek koncentratu pomidorowego jako pożywka dla drożdży. Wymieszać, rozrobić drożdże jak na ciasto, zaszczepić i odstawić na tydzień-dwa żeby przefermentowało i rzucić ‘na rurki’. Jest to przepis na tyle prosty i wymaga tak podstawowych składników, że cieszył się wzięciem zwłaszcza w czasach octu na półkach. Co prawda jakość produktu wyjściowego zwłaszcza po jednym gonie… no cóż, pachnie i smakuje jak bimber. Owszem, da się nawet w domowych warunkach na niewielkiej kolumnie uzyskać z tego spirytus, ale chodzi głównie o to, że sacharoza ze sklepowego cukru wprowadza do destylatu takie bimbrowe aromaty, nie wspominając o drożdżach piekarskich. Jakie związki są za to odpowiedzialne? O tym może w trzeciej zasadzie ^^ W dzisiejszych czasach przy szerokiej ofercie akcesoriów browarniczo-gorzelniczych popularny ‘Grunwald’ można zmodyfikować na wiele sposobów tak, by uzyskać w miarę czysty i pijalny produkt nawet po jednym gonie na prostym aparacie. Przede wszystkim zamiast cukru można użyć nieco droższej ale czystszej jeśli chodzi o efekty uboczne glukozy (tutaj ukłon w stronę kolegi @BolekCudny z komentarzy pod pierwszą zasadą). Cała kostka drożdży na pół wiaderka nastawu to też zdecydowanie za dużo, jak się odpowiednio je namnoży przed podaniem to setką gramów można setkę litrów zaszczepić. Dostępne dziś nowoczesne szczepy drożdży winiarskich i gorzelniczych potrafią działać cuda. Fermentacja w 24-48h, wytrzymałość na alkohol do 20-21% (czaicie, zamiast 7-8% w zacierze? trzykrotny skok wydajności!), znikoma ilość efektów ubocznych fermentacji alkoholowej czyli czystszy i mniej pachnący destylat. Owszem, trzeba im stworzyć warunki, pilnować temperatury aby się nie przegrzały, ale mimo wszystko. Gotowe preparaty drożdżowe nie wymagają namnażania i od razu zawierają pożywki, witaminy i minerały więc przygotowanie nastawu sprowadza się do rozpuszczenia cukru, przyprawienia paczką drożdży i czekania. Oczywiście pożywek też jest do wyboru, do koloru, ale używać można praktycznie wszystkiego co dostarczy drożdżom związków azotu (nawożenie!), witamin i minerałów. A zatem: tabletki musujące-multiwitaminy, rodzynki, groch, wspomniany przecier pomidorowy (zakwaszanie), jabłka, dunder z poprzedniego pędzenia, w sumie to co się kucharzowi pod rękę nawinie.
Palone wino, czyli może koniaczku?
Z niderlandzkiego brandewijn lub gebrande wijn, po naszemu przepalanka lub wypalanka, brandy pochodzi z destylacji wina lub wytłoków owocowych. Podobnie jak whisky, ma wiele odmian regionalnych, których nazwy i sposób wytwarzania są zastrzeżone dla danego regionu i odmiany owoców oraz regulowane prawnie. Do tej kategorii zaliczają się m.in. koniak, armaniak, calvados, grappa, śliwowica, a wszystkie mają wspólny mianownik: wino owocowe jako podstawa. Jako że wino można zrobić ze wszystkiego (w ostateczności nawet z winogron), to i rodzajów brandy jest wiele i podobnie jak z bimbrem (a to nie to samo, tylko tak pospolicie nazwane?), ludność od momentu ogarnięcia procesu destylacji pędzi ten alkohol z czego tylko się da – byle sponiewierało. A że się czasem zabeczkowało jakiś destylat i zapomniało o nim na lat kilka, to tym lepiej i tak właśnie odkryto cudowne działanie czasu i dębu.
Wielki przemysł, historie o wspaniałych ojcach-założycielach destylarni, eleganccy degustatorzy pod krawatem a wszyscy piją po prostu młodszy lub starszy bimber. Bo przecież główna zasada postępowania (weź cukier i nakarm nimi drożdże, potem odparuj i skondensuj alkohol) jest prawdziwa i niezmienna niezależnie czy mówimy o bimbrze, burbonie, wódce czy koniaku. Ot i taką klamrą możemy zamknąć drugi rozdział pędzonej opowieści. Wybaczcie że tak krótko o cukrówkach i brandy, ale zboża jakoś bardziej mam opanowane. Zresztą zima jest, owoców na wino nie ma – za to kukurydzy w spichrzach w bród.
Polej Waść!