
Trzecia zasada zachowania pędu, czyli od hulajnogi do Mercedesa
Stało się: nastąpił długo wyczekiwany upgrade mojego parku maszynowego. Znajome krasnoludki zza małej wody w tak zwanym ‘wolnym czasie’ posklejały dla mnie to i owo, i nie bacząc na dwutygodniowe wakacje dorzucane gratisowo przyjeżdżającym do Niedorzecza, bohatersko towar dostarczyły. Za co składam im w tym miejscu wielkie dzięki i oczywiście formę płatności przelewem biorę bardzo dosłownie. W chwili pisania tego tekstu sprzęt jest w fazie testów, bo musiałem go trochę wyszorować, poskładać do kupy, zamontować chłodzenie, elektrykę i inne gadżety. Biorąc pod uwagę ten fakt oraz nikłe zainteresowanie biologiczno-chemiczną częścią dotyczącą natury skrobi i innych cukrów, myślę że warto wreszcie przejść do meritum – czyli do samego procesu destylacji. Tym razem trochę więcej fizyki, a konkretnie termodynamiki ^^
Destylacja prosta
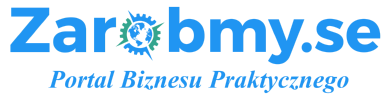
Destylacja ma na celu zwiększenie stężenia jednej ze składowych substancji (nie rozdzielenie ich!) mieszaniny przy wykorzystaniu różnicy w temperaturach wrzenia poszczególnych frakcji. Związki o niższej temperaturze wrzenia parują szybciej, dzięki czemu można je odprowadzić ze zbiornika do skraplacza, skondensować i odebrać w osobnym naczyniu. Idealne oddzielenie składników mieszaniny nie jest możliwe przy jednokrotnej destylacji, ponieważ część cząsteczek cięższych frakcji mając miejscowo nieco wyższą energię również podrywa się jako opary i leci do chłodnicy. Jeśli by tak nie było, to każda destylacja niskoprocentowego trunku prowadziłaby do otrzymania czystego spirytusu. Wsad destylacyjny składa się, oprócz wody i etanolu, z całej gamy różnych innych związków, będących ubocznymi produktami procesu fermentacji. Należą do nich niższe i wyższe alkohole, estry, aldehydy, fenole i inne związki organiczne. Część z nich jest mile widziana w destylacie, inne psują jego walory sensoryczne. Wiele zależy od celu procesu, bo owocowe i kwiatowe estry są tym, co nadaje trunkom typu whisk(e)y czy brandy ich niepowtarzalny charakter, natomiast surowiec do produkcji wódki powinien być oczyszczony nieco bardziej, a spirytus nie ma prawa zawierać ich w ogóle. Co sprawia, że co trunek to inny surowiec, przebieg fermentacji, różne aparaty do destylacji i sam jej proces. Aparaty do destylacji prostej (pojedynczy akt odparowania i skroplenia) to alembiki oraz wszelkie im podobne konstrukcje zawierające dwa podstawowe elementy: zbiornik i skraplacz (chłodnica) z rurkami doprowadzającymi opary pomiędzy nimi. Ogólnie nazywane pot-still, czyli destylatory garnkowe, są z punktu widzenia dzisiejszej wiedzy gorzelniczej bardzo niedoskonałe i pozwalają uzyskać ‘ledwie’ w granicach osiemdziesięciu procent etanolu z przeróbki standardowego wsadu. Oczywiście te osiemdziesiąt procent to leci tylko na samym początku destylacji, by wraz z malejącym stężeniem w zbiorniku spadać aż do zera, gdy całość alkoholu zostanie odebrana. Wykres nie jest liniowy i zwyczajowo zwany jest ‘rybką destylacyjną’, a każdy szanujący się bimbrownik ma go nad blatem roboczym.
Producenci trunków dojrzewających wykorzystują tę niedoskonałość aparatów do destylacji prostej, ponieważ wraz z etanolem do destylatu przechodzą pachnące estry, czasem aldehydy, ketony i fenole. W procesie starzenia w beczkach dębowych te dodatki wchodzą reakcję z drewnem oraz między sobą wzajemnie, tworząc bukiet aromatów i smaków whisky czy brandy. Estry niższych kwasów karboksylowych i alkoholi o którszych łańcuchach węglowych mają tendencję do szybszego odparowywania przez pory drewna jako dola dla aniołów, co sprawia że im trunek młodszy tym bardziej dominują aromaty świeże, roślinne i owocowe (estry kwasów: mrówkowego, octowego oraz alkoholi: metylowego /śladowe ilości!/ i etylowego). Natomiast czym dłużej destylat dojrzewa, tym więcej ujawnia się suszonych owoców, przypraw, drewna, skórzastości, tytoniu (estry kwasów karboksylowych od masłowego w górę oraz alkoholi o czterech i więcej atomach węgla w cząsteczce).
Jednokrotna destylacja na prostym aparacie takim jak alembik po pierwsze nie pozwala skutecznie oddzielić związków zapachowych pożądanych od niechcianych, a także przy długim prowadzeniu procesu stopniowo obniża się moc destylatu, który do zabeczkowania powinien mieć nieco powyżej sześćdziesięciu procent etanolu by z drewna wydobyć to co najlepsze. Dlatego większość destylarni prowadzi proces przynajmniej dwa, a czasem trzy razy. Pierwsza destylacja ma na celu wyciągnięcie z zacieru lub nastawu (piwa gorzelniczego lub wina) całości alkoholu. Proces prowadzi się szybko, z pełnym odbiorem kondensatu i bez oglądania się na moc czy kolejne frakcje – zazwyczaj łapiąc wszystko od samego początku aż do momentu gdy z aparatu leci kilkuprocentowy alkohol. Wynikowo otrzymujemy dość słaby destylat (około 25-40%), który może zostać poddany kolejnemu gotowaniu, tym razem z uważnym badaniem stężenia alkoholu oraz jego cech organoleptycznych. W zależności od lokalnych przepisów te badania organoleptyczne są dozwolone lub nie: w Szkocji czy USA mistrz destylacji decyduje o cięciu frakcji głowa-serce-ogon przez szybę, wyłącznie na podstawie mocy spirytusu oraz temperatury w układzie, ponieważ w trakcie produkcji nikt nie może mieć dostępu do destylatu. We Francji przy produkcji koniaku, armaniaku czy calvadosu można sobie siorbnąć prosto z alembika ^^


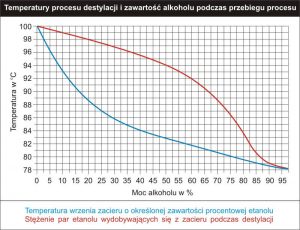
Od lewej: miedziale alembiki w destylarni Caol Ila na szkockiej wyspie Islay; bardzo tradycyjny, opalany drewnem alembik do destylacji calvadosu w Normandii; pot-still na kance od mleka z krótkim deflegmatorem i miedzianą chłodnicą Liebiga – do użytku domowego.
Przerwa na reklamę: polecam na YT kanał Pana Tomasza Milera, zwłaszcza jego wizyty w destylarniach w różnych krajach, a już w szczególności Sezon Szkocki.
Do drugiej destylacji bierze się surówkę z pierwszego pędzenia i w razie konieczności rozcieńcza się do około dwudziestu procent alkoholu. Jest to spowodowane tym, że w niższych stężeniach łatwiej jest oddzielić przedgony (głowę) od serca destylatu, a niektóre związki mimo temperatury wrzenia wyższej od etanolu, w takim stężeniu pojawiają się w przedgonie. Pędzenie odbywa się pod dokładnym nadzorem mistrza destylacji, nieco wolniej niż pierwszy odpęd i z zachowaniem podziału na foreshots, spirits & feints. Zazwyczaj wszystko co leci na początku powyżej 80% traktowane jest jako przedgon – prawo odnośnie bourbona właśnie tak stanowi. Odbiór drugiej destylacji prowadzi się do okolic 50-60%, zaś całą resztę odbiera się jako pogon i czasem można dodać do wsadu przed pierwszą destylacją, by odzyskać tę część alkoholu, która tam pozostała. Serce z drugiej destylacji przed wlaniem do beczek jest w razie konieczności rozcieńczane do maksymalnie 62,5% (ponownie wymogi dla bourbona) i taki industrialny bimber może zaczynać proces leżakowania. Whiskey amerykańska, w tym bourbon, musi być leżakowana przez minimum dwa lata w nowych, wypalanych w środku beczkach z białego dębu amerykańskiego. Dla whisky szkockiej jest to przynajmniej trzy lata bez wymogów odnośnie beczki – szkocka oszczędność nieco przypadkowo pozwoliła odkryć, że dojrzewanie destylatu w beczkach używanych (tańszych przecież niż nowe, zwłaszcza jak się nie ma lokalnie wystarczająco dużo lasów dębowych) po bourbonie ale też po sherry i innych winach, wprowadza do alkoholu niepowtarzalne aromaty, niespotykane w trunkach leżakowawnych w nowych beczkach. Po procesie dojrzewania, którego koniec określa mistrz piwnicy w danej destylarni, alkohol jest filtrowany, rozrabiany do stężenia konsumpcyjnego (lub nie, wtedy jest to cask strength lub barrel proof, zależnie po której stronie Atlantyku jesteśmy) oraz butelkowany.
Powyżej opisane działania są stosowane w przemysłowej produkcji alkoholi smakowych które zostały zaadaptowane do warunków domowo-garażowych przez rzesze bimbrowników na całym świecie – czasem lepiej, czasem gorzej. Mała skala produkcji prywatnej pozwala skupić się na pewnych niuansach zacierania czy samej destylacji, na które nie ma miejsca w wielkich gorzelniach, z drugiej strony proces dojrzewania przebiega drastycznie inaczej (ani gorzej ani lepiej, po prostu odmiennie) w standardowych beczkach o pojemności 200+ litrów niż w kilku- kilkunastolitrowych, nie wspominając już o leżakowaniu w kamionce czy szkle, nawet z dodatkiem dębowych szczapek. Tutaj już każdy we własnym garażu jest mistrzem zacierania, fermentacji, destylacji, kupażu i czego tam jeszcze. A jak dorzucimy do tego zaprojektowanie własnej aparatury i przynajmniej częściowe jej wykonanie, to wychodzi nam całkiem pokaźna ilość kompetencji do opanowania przez jedną głowę.
Rektyfikacja spirytusu
Teoretycznie jest możliwe, aby przy użyciu prostego aparatu do destylacji, czyli pot-still otrzymać czysty spityrus. Wymaga to jednak kilkudziesięciu gotowań surówek o rosnącym stężeniu alkoholu i nawet nie chcę sobie wyobrażać strat generowanych na każdym etapie. Dlatego te kilkadziesiąt aktów destylacji prostej zostało wciśnięte do jednego urządzenia i jednego procesu: kolumny rektyfikacyjnej. Rektyfikacja, czyli wielokrotny cykl odparowania i skroplenia destylatu przed odebraniem go z układu, pozwala uzystać azeotrop – mieszaninę etanolu z wodą w takim stężeniu, że pozostaje w równowadze termodynamicznej z własnymi oparami. Dlatego drogą destylacji/rektyfikacji nie można osiągnąć czystego chemicznie (bezwodnego) etanolu i w praktyce maksimum koncentracji wynosi około 95-96%.
Kolumna rektyfikacyjna różni się od pot-still’a jedną, zasadniczą cechą: refluksem. Rozwiązania techniczne są różne, ale zasada pozostaje ta sama – pomiędzy zbiornikiem a chłodnicą znajduje się element, który zawraca część kondensatu sprzed odbioru z powrotem do układu. Tym sposobem powracające skropliny napotykają gorące opary, ogrzewają się od nich i odparowują ponownie. Każde takie spotkanie z grubsza odpowiada jednemu aktowi destylacji prostej. Sterując stosunkiem odbioru i refluksu można uzyskać spirytus różnej czystości, czasem celowo pozwalając na niewielki napływ przedgonów lub pogonów do serca destylatu, dzięki czemu kolumna rektyfikacyjna może pracować w trybie pot-still (czyli na kolumnie można prócz spirytusu robić też trunki smakowe jak whisky czy brandy).
W przemyśle gorzelniczym (w sumie to w naftowym też) stosuje się kolumny rektyfikacyjne o budowie półkowej. W kolumnie znajdują się odpowiednio ukształtowane fizyczne półki, na których następuje kondensacja oparów i jednoczesny ich spływ na niższy poziom celem ponownego odparowania. Po pewnym czasie od zagotowania wsadu oraz przy zerowym odbiorze następuje tzw. stabilizacja kolumny – na niższych półkach znajdują się cięższe frakcje i fuzle, gdzieś pośrodku gotuje się etanol a na samej górze są lekkie związki, krótkie estry, ketony i aldehydy oraz śladowe ilości metanolu. Tak skonstruowana kolumna pozwala na odbiór każdej frakcji osobno, bezpośrednio z półek – wystarczy odejść od kolumny w bok, wpuścić opary do chłodnicy i odebrać.

Kolumna do destylacji na prawie przemysłową skalę
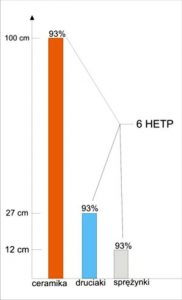
Warunki domowo-garażowe wymusiły wprowadzenie pewnej modyfikacji do kolumny półkowej, ponieważ aby w jednym pędzeniu otrzymać 90+% spirytus, tych półek powinno być przynajmniej kilkanaście. A to bardzo zwiększa wysokość całej aparatury, która musi zmieścić się w z reguły tych dwóch, dwóch i pół metrach. Dlatego zamiast półek fizycznych w kolumnach amatorskich stosuje się wypełnienie zasypowe wykonane z neutralnego materiału o możliwie dużym stosunku powierzchni do objętości. Tradycyjnie w laboratoryjnym szkle do destylacji występują deflegmatory wypełnione ceramicznymi rurkami, jednak domorośli bimbrownicy drogą wieloletnich eksperymentów przeszli z ceramiki przez miedź w postaci siatek, pociętych przewodów lub sprężynek, aż do stali kwasoodpornej w formie zmywaków kuchennych (tak! a najlepsze są te z lidla, faktycznie nie rdzewieją) i także sprężynek pryzmatycznych. Te ostatnie są obecnie ‘na topie’ i wykazano, że zapewniają najlepsze parametry do rektyfikacji w kolumnach zasypowych: największy stosunek powierzchni do objętości z zachowaniem ‘przewiewności’ dla oparów oraz równocześnie wytrzymują największe obciążenie cieplne na jednostkę powierzchni przekroju kolumny (konkretnie chodzi o moc z jaką można grzać wsad, by nie doprowadzić do lokalnego zalewania i destabilizacji kolumny). Oraz najważniejszy parametr: wysokość zasypu, która tworzy jedną półkę teoretyczną odpowiadającą tej fizycznej. I tak najlepsze obecnie produkowane sprężynki pryzmatyczne z AISI304 zapewniają HETP (wysokość półki teoretycznej) równe 2cm, zmywaki kuchenne około 5-6cm zaś ceramika (o takie np. pierścienie Raschinga) aż 15-16cm. Co przy kolumnie mającej w porywach półtora metra ma kolosalne znaczenie dla zdolności rozdzielania frakcji oraz czystości produktu po jednym gotowaniu. Co ciekawe, parametr HETP dla sprężynek pryzmatycznych wykonanych z miedzi jest dużo gorszy niż tych ze stali – te pierwsze jednak są stosowane z uwagi na właściwości miedzi pozwalające wyłapywać smrodliwe związki siarki. Nie wiem jak wygląda sytuacja w innych krainach, ale niedorzeczańscy bimbrownicy podchodzą do sprawy rzeczowo i naukowo – dowodem niech będą chromatograficzne badania próbek spirytusu gotowanego w garażach, potwierdzające spełnianie najbardziej restrykcyjnych norm dla spirytusu klasy lux, nawet ze sporym zapasem.

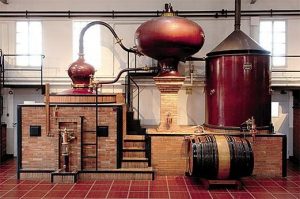
Sprężynki pryzmatyczne ze stali AISI 304
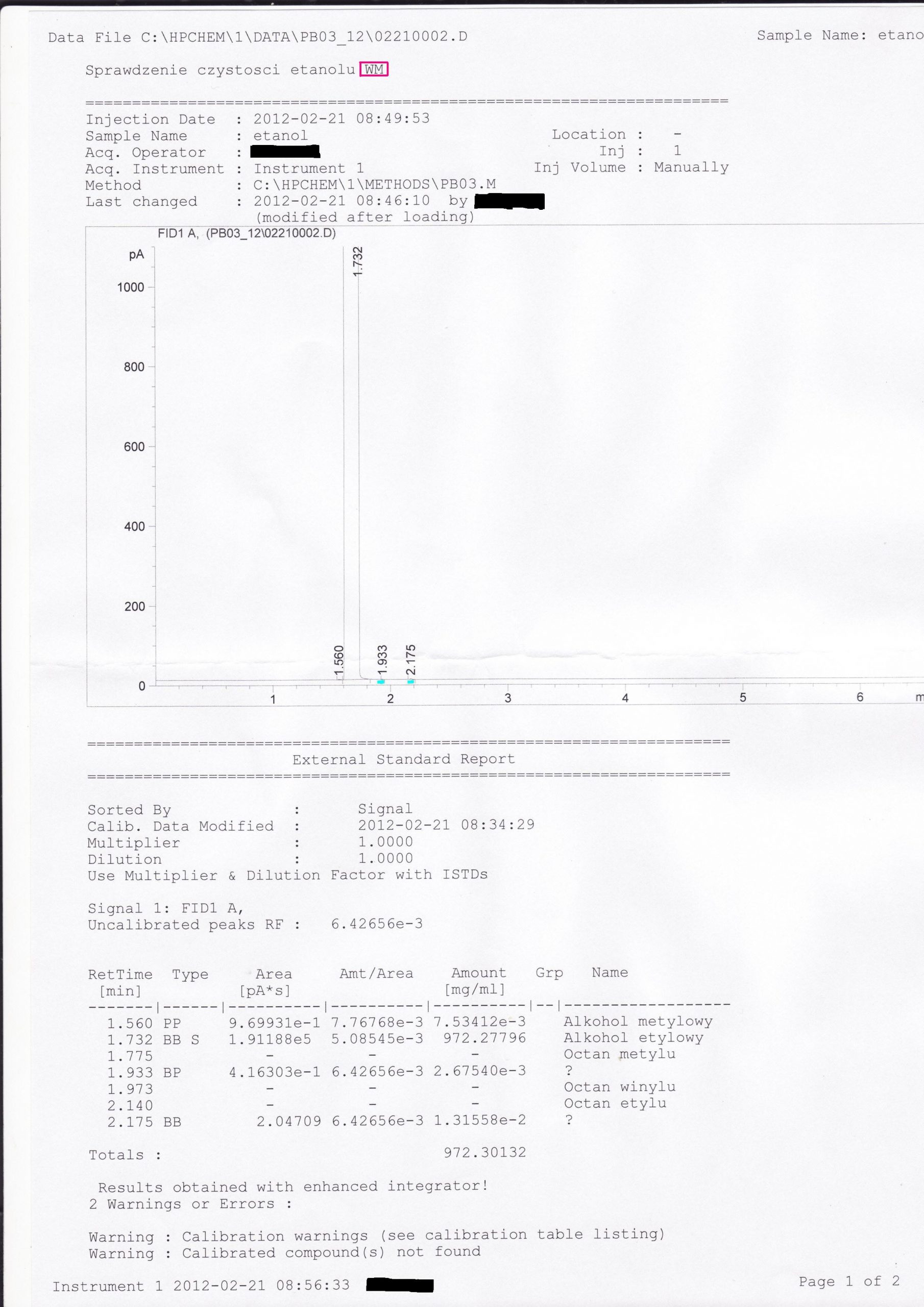
Jeden z wyników badań na chromatografie ‘bimbru’ – tak naprawdę bardzo czystego, prawie sterylnego spirytusu
Hulajnogi i Mercedesy rzeczywiste
Miało nie być za wiele teorii, ale wyszło jak wyszło ^^ Pora na trochę konkretów, czyli co pędzi i na czym kolega znajomego szwagra. Zaczęło się jakoś w 2016 od zakupu za kilka stówek na popularnym portalu aukcyjnym szybkowara z chłodnicą i odstojnikiem. Wiedza bliska zeru, za to dużo więcej niż dziś wolnego czasu na opanowanie podstaw. Z tego co pamiętam przez mgłę to na pierwszy ogień szły nieudane wina owocowe, jakiś nastaw z białego cukru i po pewnym czasie pierwsze próby zacierania własnoręcznie zebranej (naszabrowanej na polu!) kukurydzy. Malutkie buteleczki tamtej pierwszej corn whiskey mam do dziś, mają wymagane dwa-trzy lata w obecności dębiny i nawet pachnie to dosyć przyjemnie – znaczy robić teraz i za parę lat coś z tego będzie. Znajomy szwagier kolegi nie miał wówczas zielonego pojęcia o odpędzie czy podziale na frakcje i gotowane było raz jedynie z pozbyciem się pierwszej pięćdziesiątki z tzw. ‘ślepotką’, bez kupażowania i odbierając jedynie do około 40-50%, czyli całe pogony szły na straty. Taki urok pierwszych kroków i koszt nabywania kompetencji w praktyce.

Pierwotna wersja mini pot-still’a: szybkowar, odstojnik z termometrem, chłodnica i zamknięty obieg wody chłodzącej – na złość żonie wszystko w kuchni
Potem przyszedł sezon na przeprowadzki, żeniaczki i poprawianie demografii, więc z rocznika 2018 zapasów niestety żadnych – będzie dziura w portfolio przyszłej gorzelni. Zeszły rok przyniósł trochę więcej determinacji (bo przecież nie więcej wolnego czasu), a spotkanie z rzeczonymi krasnoludkami zza wody zaowocowało zawiązaniem współpracy na wyprodukowanie nieco porządniejszej aparatury. Wymagało to jednak projektu, a wcześniej przyswojenia sporej dawki wiedzy ze skarbnicy, jaką okazały się być dwa największe fora dla miłośników pędzenia w polskim internecie. Typy aparatury, kolumny i ich wypełnienie, kształty głowic refluksowych do nich, zasilanie, chłodzenie, pomiary temperatury, po drodze łączenie materiałów lutowaniem i spawaniem, zalety i wady miedzi i stali kwasoodpornej. A czymś ten sprzęt trzeba przecież zalać, więc zacieranie zboża, enzymy, właściwości skrobi, nastawianie wina, rodzaje drożdży, techniczne aspekty operowania objętościami płynów po kilkadziesiąt litrów na bardzo ograniczonej przestrzeni domowej kuchni/garażu. Następnie proces destylacji opisany powyżej, kierowanie nim na podstawie wskazań termometrów i alkoholomierza, wszystko to przecież musiało zostać poparte choć kroplą praktyki wraz z małą przeróbką pierwszego sprzętu na pokazany poniżej. Zgodnie z zaleceniami specjalistów, wywaliłem odstojnik razem z termometrem, powiększyłem wylot pary w pokrywie i pomiędzy garnek a chłodnicę wstawiłem siedemdziesięciocentymetrową rurę miedzianą fi28 z wypełnieniem nierdzewnymi sprężynkami – jako deflegmator. Jeszcze termometr na szczycie do pomiaru temperatury oparów i można było działać.

Po lekkich poprawkach: bez odstojnika, za to z miedzianym deflegmatorem – i już w garażu, żeby uniknąć warczenia że kuchnia się brudzi
Niedługo potem, w samym środku tzw. epidemii dotarł transport zawierający zgrabny, lekki i poręczny zbiornik z blaszki piątki, w którym od biedy można by przetrwać lekki ostrzał z broni ręcznej. Do tego kolumna, głowica, chłodnica, zaworki, termometry, zmywaki (^^) na wypełnienie, grzałka z regulacją mocy, trochę styropianu, trochę zabawy z drucianą szczotką i oto stanęła na środku garażu kolumna rektyfikacyjna z prawdziwego zdarzenia. Jako wsad do pierwszego uruchomienia poszły różne zlewki, nieudane eksperymenty i inne płyny, których nie było szkoda przeznaczyć na spirytus techniczny. W pierwszym uruchomieniu aparatura przeszła test szczelności i przy okazji została wysterylizowana w środku przy pomocy wrzącego etanolu. Uzyskano skromne cztery litry płynu do dezynfekcji o niezbyt powalającym stężeniu 95.4%. Nad kolejnymi wsadami, już o przeznaczeniu spożywczym i nie tylko nie na rektyfikację ale również do trybu pot-still, obecnie bardzo intensywnie pracują enzymy amylolityczne oraz saccharomyces cerevisiae.

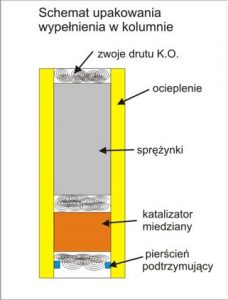
Estetów i behapowców proszę o zignorowanie powyższego obrazka. Na razie działa, wyglądać będzie kiedy indziej. Te druty na wierzchu też zostaną czymś zakryte, podobnie styropian na zbiorniku. I tak mamy od dołu: sześcienny zbiornik z blachy piątki o boku 40cm (pojemność użyteczna około 60 litrów), grzałka z regulacją mocy, termometr mierzący temperaturę wsadu i zawór spustowy. Wyżej kolumna o wysokości 150cm wypełniona częściowo sprężynkami miedzianymi i w większości zmywakami nierdzewnymi – kolejny upgrade ma przynieść sprężynki nierdzewne. Na wysokości około 40cm od zbiornika znajduje się port termometru mierzącego temperaturę oparów – jest to około dziesiąta półka teoretyczna – miejsce, w którym ustabilizowana kolumna powinna trzymać stałą temperaturę przez znaczną część procesu. Skoki o dwie-trzy dziesiąte stopnia (tak!) są sygnałem do korekty prędkości odbioru. Na szczycie jest głowica typu aabratek (od nicka jej twórcy) z kolejnym termometrem, i zaworkiem precyzyjnym do odbioru destylatu. Wewnątrz, w poziomej części usytuowanej pod kątem dziesięciu stopni od poziomu, znajduje się chłodnica z rury karbowanej DN12 oraz w okolicy pachwiny tama z przelewem, dzięki której skroplony destylat tworzy tzw. jeziorko – część wraca na kolumnę, a reszta do zaworka odbioru. Cała głowica realizuje najważniejszą część procesu rektyfikacji, czyli refluks – powrót kondensatu do kolumny w celu ponownego odparowania i oczyszczenia. Istnieje wiele rodzajów głowic: ufo, puszkowa, ‘młot Thora’ – akurat aabratek jest konstrukcją na tyle prostą i popularną, że nadaje się w sam raz jako pierwszy poważny sprzęt do nauki rektyfikacji w warunkach domowych.

Przekrój głowicy typu aabratek
Jest jeszcze jeden ficzer przydatny przy produkcji spirytusu: obniżony boczny odbiór. Jest to inspirowany kolumną półkową sposób odbioru destylatu nie bezpośrednio z głowicy, ale z ujścia nieco poniżej górnej granicy wypełnienia kolumny. W ten sposób w głowicy kumulują się wyłącznie przedgony, które można kropelkowo odbierać przez cały czas trwania procesu, natomiast z obniżonego odbioru leci praktycznie od razu skroplony azeotrop etanolu i wody. To tak jakby w kolumnie półkowej odbierać poszczególne frakcje bezpośrednio z półek, na których się one gromadzą po stabilizacji. Aktualnie ten ficzer jest w planach do doklejenia do istniejącej aparatury – kwestia wspawania jednego nypla. Jakoś tak niefortunnie wyszło, że nie trafiło to do pierwotnego projektu.

Przykładowa kolumna z głowicą aabratek z obniżonym odbiorem bocznym
Rektyfikacja spirytusu na kolumnie domowej
I wreszcie można przystąpić do produkcji spirytusu. Pokrótce można to ująć tak: wsad należy rozgrzać na maksymalnej mocy do temperatury wrzenia (patrz wykres rybka). Opary zaczynają iść w górę kolumny i po gwałtownym wzroście temperatury na dziesiątej półce teoretycznej pora na uruchomienie przepływu wody przez skraplacz w głowicy. Po osiągnięciu temperatury w głowicy w granicach 78*C, pomału następuje stabilizacja kolumny (zerowy odbiór, pełny refluks), która trwać może od kilkunastu do kilkudziesięciu minut. W tym czasie należy zmniejszyć moc grzania do mocy roboczej, która nie spowoduje całkowitego zalewania kolumny kondensatem z refluksu. Frakcje w kolumnie zostają rozdzielone i układają się zgodnie z ich lotnością. Stabilizację sygnalizują termometry, które po gwałtownym skoku przy rozgrzewaniu dochodzą do niższych wskazań, w przybliżeniu równych temperaturze wrzenia etanolu (wyższa na 10. półce, niższa o kilka dziesiątych stopnia w głowicy ze względu na obecność frakcji lżejszych). Można przystąpić do kropelkowego odbioru przedgonów przez zaworek precyzyjny – w ten sposób z wsadu 25L odpada gdzieś pomiędzy 200 a 500ml, zależnie od źródła cukru, przebiegu fermentacji no i nosa operatora. Im kto wybredniejszy, tym dłużej i skrupulatniej ciągnie przedgony przed sercem. Destylat właściwy można odbierać nieco szybciej, pomiędzy litrem a dwoma na godzinę. Termometr na dziesiącej półce steruje odbiorem: skok w górę o dwie-trzy dziesiąte stopnia jest sygnałem, że w górę kolumny zaczynają iść pogony i odbiór należy zmniejszyć. I tak można proces prowadzić aż do osiągnięcia temperatury w zbiorniku równej 98-99*C, czyli do momentu aż zostanie tam prawie wyłącznie woda.

Takie tam, pierwsze przymiarki i zapoznanie się z nową aparaturą